
Ultrasonik Horn Tasarımı
 Ultrasonik hornlar, kendi doğal frekanslarında titreyecek şekilde tasarlanırlar. Hornların bu doğal frekansta titremelerine “rezonans” adı verilir. En basit örnek, aksiyel modda yarım dalga titreyen bir horndur.
Ultrasonik hornlar, kendi doğal frekanslarında titreyecek şekilde tasarlanırlar. Hornların bu doğal frekansta titremelerine “rezonans” adı verilir. En basit örnek, aksiyel modda yarım dalga titreyen bir horndur.
Horn tasarlanırken hedef; ultrasonik titreşim enerjisini yapıştırılmak istenen plastik parçaya erime sağlanacak şekilde iletmektir. Ultrasonik horn tasarımında dikkat edilecek diğer bir nokta frekans seçimidir. Hornlar genellikle 15kHz, 20kHz, 28kHz, 35kHz ve 40kHz frekans degerlerinde tasarlanırlar. Bunun haricinde özel frekanslarda tasarlanan hornlar da endüstride görülebilmektedir.
Sonikel Ultrasonik, horn tasarımında öncelikle çalışılacak güç kaynağının horn tarama frekansını öğrenmektedir. Örneğin bir ultrasonik güç kaynağı 20kHz +/- 200 Hz şeklinde bir horn değeri vermişse, horn tasarımında alt limit; 19800 Hz ve üst limit 20200 Hz olacaktır. Ancak yine de tasarım yapılırken bu aralık daha da dar tutulmaya çalışılmaktadır.
Frekans seçimi yapıldıktan sonra, ultrasonik yöntemle kaynatılacak ürünün ham maddesi ve geometrisi incelenmektedir. Sonikel, tüm bu kısıtları inceledikten sonra horn tasarımına başlamaktadır.
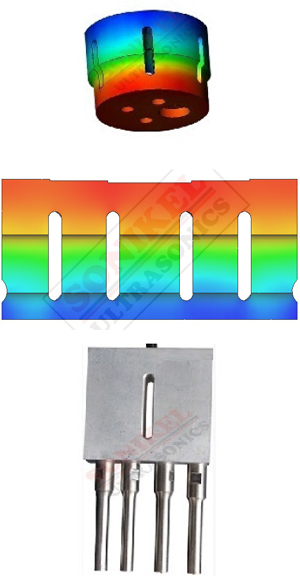
Ultrasonik Hornlar, plastik kaynak ve kesim işlemlerinde parça ile temas eden titreşimi ileten en son noktadaki komponentdir. Bu titreşim noktasının enerjiyi en iyi şekilde aktarabilmesi, tasarımıyla doğrudan ilişkilidir. Bu hedef doğrultusunda Sonikel Ultrasonik, tasarım noktasında ürünün hammaddesi, geometrisi ve baskı adedini de göz önünde bulundurarak horn tasarımı yapmaktadır. Horn tasarımı sırasında, hornun imalat süreci de düşünülmeli ve işleme zorlukları da hesaba katılmalıdır.
Hornun tasarımı gerçekleştirildikten sonra üretimi yapılır. Teorik olarak hedeflenen değerler ölçüm yapılarak hem frekans hem de genlik olarak değerlendirilir. Tasarımdaki hesaplamada kullanılan malzemeye bağlı katsayılar gerçek dünyada malzemenin heterojenligi sebebiyle belirli toleranslar dahilinde değişebilir. O nedenle üretilen hornlar, imalat aşamasından sonra mutlaka test edilirler. Gerekirse ölçüm sonuçlarına göre horna mekanik müdahalede bulunulur ve ölçümler yinelenir.